

普通自攻螺釘和自切自攻螺釘的機械性能標準
來源: 作者: 發布時間:2017-04-26 11:15:02 點擊數:
一、適用范圍
SAE J933標準規定了適用于汽車和相關工業的鋼制自攻螺釘的機械性能和質量要求。不適用于耐腐鋼(不銹鋼)螺釘。其中大多數螺釘型式和尺寸要求,在ASME 818.6.3-2010中作了規定。
該標準的主要目的是保證螺釘在正常擰入結構材料中。形成或切削出連接螺紋,而螺釘自身螺紋,在裝配或使用期間不變形和脫扣。
該標準中對基本材料和制造工藝作了一定限制,但考慮到零件尺寸和形狀在化學處理,熱處理時容易受到影響而產生小的差異,而且經驗已表明,在加工過程中要想保持這些差異的穩定性也是相當的困難。因此,只有等到開發出新的更完善的性能試驗后,才能把一些限制補充到“性能要求”中。
二、性能要求
1.一般要求
如果螺釘交付需方后(或在需方控制下)進行電鍍,螺釘制造者對電鍍引起的缺陷不負責任。此時,用同一批其他螺釘,去除電鍍層,烘干,用機油潤滑后,然后在普通表面下重新進行試驗。
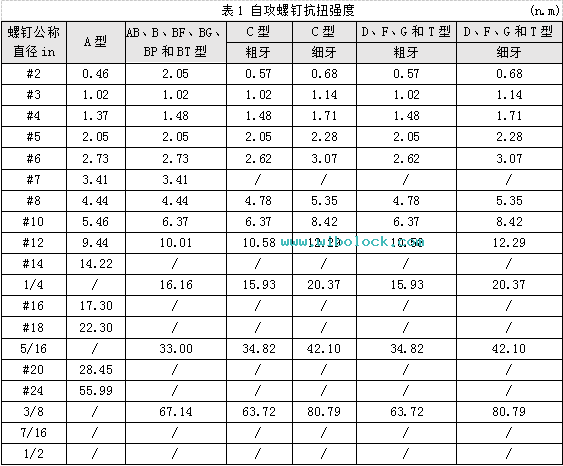
2.抗扭強度試驗
自攻螺釘抗扭強度見表1
三、材料和工藝要求
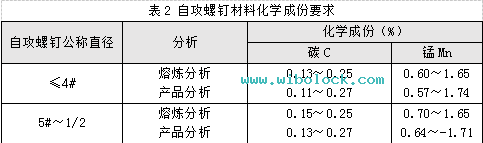
1.材料
螺釘應在采用冷鐓工藝,用符合表2化學成分的鎮靜鋼制造。
2.熱處理
應在碳氮共滲或氣體滲碳設備中進行處理,螺釘應在氣體介質中淬火,然后再加熱到650oF回火。
如果制造者采用的是連續(不是分批)淬火工藝,能夠穩定地確保均勻的表面和芯部硬度,需方可以同意采用氰化設備。
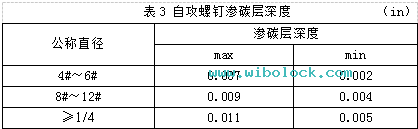
3.滲碳層深度
在螺紋側面得牙頂和牙底之間中點測定,測量值應符合表3的要求。
4.回火后的表面硬度
回火后表面硬度最低為45HRC。對于常規質量控制(在滲碳層深度和螺釘形狀許可情況下),表面硬度可用洛氏15N,在末端,桿部或頭部測量。如果上述方法不適用,可采用“努氏”(knoop)或金剛石棱錐體壓頭和500克載荷的顯微硬度計代替,此時應在經適當制備的軸向金相試樣的螺紋牙型側面上測量硬度。
5.回火后的芯部硬度
回火后芯部硬度為28~38HRC。在距螺釘末端足夠距離處,通過螺紋小徑的截面上,在半徑中點處測量。
6.顯微組織
通過金相檢驗,在芯部和表面之間應無游離鐵素體。
四、試驗要求
硬度最大值不要超過38HRC,最好控制在≤36HRC,以保證在裝配和使用中不損壞。